本指南用于配置满足确切应用需求的最佳的二氧化碳激光标识系统
许多大中型企业越来越青睐于选择激光标识系统作为在包装上喷印各种数据的解决方案。随着激光标识系统的普及使用,用户可能在了解如何区分各种产品和服务的过程中遇到诸多困难。

本白皮书旨在介绍激光性能的定义,以及如何通过智能配置和应 用专业知识更好地利用二氧化碳激光打码机。因此,制造商可以通 过使用为满足其特定应用需求而定制的激光打码机解决方案最大 限度地提高效率和生产率。
选择适用于标识或喷码应用的技术可能是一项艰巨的任务。所选技术不仅需要具备可靠性、提供高质量的编码、最大限度地延长生产线正常运行时间,还需要确保高生产率。


为实际打码应用指定适用的激光打码机通常需要仔细考虑
多种参数,不过存在一个常见的误解,即认为只有激光功
率用于确定激光打码机是否适合特定的应用。本白皮书探
讨了用于确定激光打码机生产率的*重要参数:
1 – 对标识速度和编码质量产生影响
激光功率
- 有效利用可用标识时间
- 处理标识信息
- 激光样本的质量和激光源使用寿命
- 波长选择的重要性
2 – 对标识速度和编码质量产生影响
(在机械安装和转换过程中缩短停机时间)
激光标识系统通常根据特定客户应用的需求进行配置。
第一个考虑因素是:
“它是否可以在相应材料上进行标识?它标识出的编码的对比度是否足以满足读取要求?”只 有阐明这些疑问,才可以了解哪种完整的激光解决方案 最能满足客户的需求。
*参数可能因客户和应用而不同


对标识速度和编
码质量产生影响
有几个因素会影响标识速度和编码质量。
通常,激光功率被视为最具影响力的因素,然而,决定标识质量的并 非打码机的激光功率,而是产品上分布的激光密度。每种材质都有两 个单独的功率密度阈值,如下图所示:
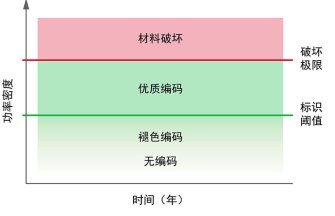
低于标识阈值的功率密度可能导致编码弱化或褪色,然而,功率密度 过度提高可能会超出所述第二阈值(破坏极限),从而可能损坏材 料。只有施加适量的功率密度,才能标识出一致的、高对比度的编 码。
基于确切的材质材料,该标识阈值可以提供一个非常独特的标识(例 如:烧蚀,通过去除着色层使背景材料可见;或在激光敏感的涂层材 料上,当超出一定功率密度时,彩色颜料突然改变颜色。)
对于那些发生碳化的其他材料,当超出标识阈值时,编码颜色可能从 对比度较低的褐色变为对比度较高的黑色。
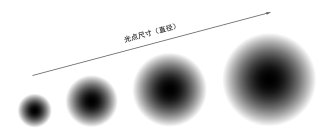
光点尺寸由打码头的孔径(6、10、12 毫米)和透镜两者来决定。激 光“功率”分布在这些点组成的面积中,这会为给定的激光功率和光 点尺寸确定一定的“功率密度”。了解该光点的面积会随着其直径的 延长而增加是很重要的。因此,如果光点尺寸增加了 2 倍,功率密度 会降低 4 倍(下降到四分之一)。
影响功率密度的第二大因素是标识速度,即打码头划线形成字符或其 他符号的速度。
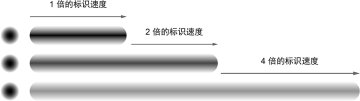
激光打码机发出的功率在一个区域上分布成一条线。如果该标识速 度加倍,则在同一时间激光束所覆盖的范围也将加倍。因此,功率 密度会降低到一半。同样,如果该标识速度提高了四倍,功率密度 会降低到四分之一。
打码头的性能在很大程度上还受到所选透镜的影响,或者更准确地 说,受到该透镜的焦点距离的影响。为什么呢?
这似乎很明显,刻划大字符要比刻划小字符花费更多的时间。这是因 为,检流计电机需要以较大的角度转动反射镜以刻划较大的字符。因 此,打码头的性能受到限制的原因是,转动反射镜需要时间。要刻划 的字符越小,所需转动的角度就越小,性能也就随之提高。然而,如 果客户应用需要特定高度的字符,则设计更小的字符以减小角度就并 非始终可行。
在这种情况下,选择焦距更大的透镜(如下所示)可能会具有优势。
左侧透镜 (1) 焦距较小,所需角度 (1) 远远大于右侧透镜 (2),右侧透 镜 (2) 只需转动较小角度即可获得相同的结果字符高度 A:
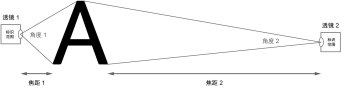
因此,使用较大焦距透镜的打码头将呈现比使用较小焦距透镜的打码 头更高的性能。缺点是较大的焦距会导致更大的光点直径,而这又需 要增加激光功率。

想了解整本白皮书内容?点击填写表单立即下载!